嘉立创制造工艺要求
1、孔径要求
■ 单面和双面板最小过孔:内径0.3mm/外径0.5mm(单面铝基板最小钻孔1.0mm)
■ 四层和六层板最小过孔:内径0.2mm/外径0.45mm(外径极限0.40mm)
■ 除过孔外的插件孔,孔壁有铜或无铜,最小孔做0.5mm(少于这个值可能会油墨堵孔或喷锡堵孔)
■ 钻槽(孔壁有铜槽孔)最小槽宽做0.5mm(公差是+0.13mm/-0.08mm)
■ 锣槽(孔壁无铜槽孔)最小槽宽做1.0mm(公差 ±0.2mm)
■ 不能制作正方形或长方形的有铜孔,正方形孔默认按方孔宽度为直径做成圆孔 点击查看详情
■ 半孔最小孔径0.6mm(半孔焊盘边到板边≧2MM),半孔板长宽需要大于10MM 点击查看半孔板相关说明
■ 设计时插件孔(Pad)与过孔(Via)不能混用,我司对于有铜插件孔(Pad)补偿孔径公差按+0.13/-0.08mm进行管控(对于导通过孔则不一定进行补偿),请考虑公差设计好PAD孔径以保证元器件便于插进 点击查看说明
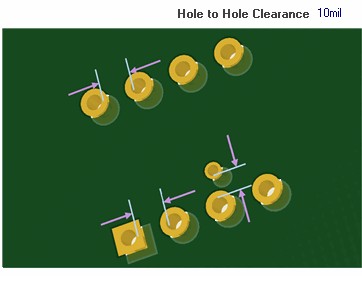
■ 过孔孔边与孔边最小间距0.254mm(插件孔0.45mm),避免因孔间距过近,导致钻孔时断钻头和塞孔导致的孔内无铜现象
2、线路制作
■ 单面和双面板最小线宽线隙:0.127/0.127mm(极限0.1/0.1mm)
■ 四层和六层板最小线宽线隙:0.09/0.09mm
■ 2OZ成品铜厚最小线宽线隙:0.20/0.20mm
■ 印制导线的宽度公差控制标准为+/-20%
■ 最小焊盘边距离线边:0.127mm
■ 最小BGA焊盘大小:0.25mm 点击查看BGA设计说明
■ 我司采用干膜工艺,所有无铜孔需要掏空孔外围0.2mm的焊盘(纯单面板工艺不会掏空) 点击查看图例说明
■ 线圈板:线宽线距要求0.254mm(极限0.15mm)。线圈被油墨盖住的,可以做喷锡或沉金工艺。线圈露铜的,只能做沉金工艺 点击查看图例说明
■ 插件孔焊盘:建议焊环0.25mm(极限0.18mm)。过小的焊环易破孔,对于要求保证焊盘间隙且允许破孔的,请下单时说明清楚并确认生产稿查看

■ V-CUT(V割)板框线的中心线距离导线的边线或铜皮(焊盘边)的距离不小于0.4mm(默认双面V割,不做单面V割)
■ CNC (锣边)板框线的中心线距离导线的边线或铜皮(焊盘边)的距离不小于0.3mm
■ 内槽离焊盘/导线的最小距离不得小于0.3mm
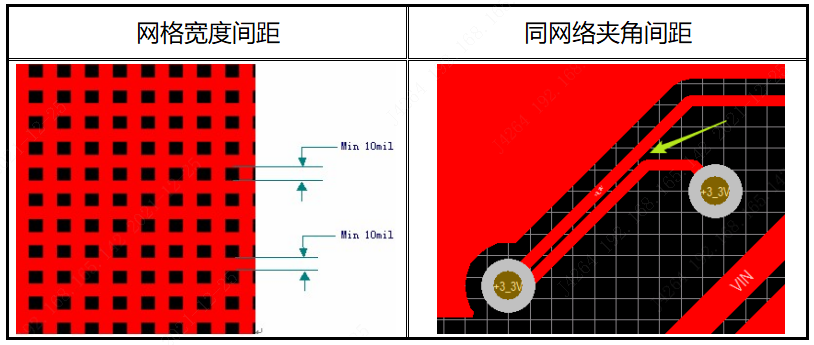
■ 制作线路采用干膜工艺,为避免干膜碎导致开路的隐患,铺铜尽量铺成实心铜皮。一定要网格铜面的,网格线宽/间距应在0.254mm以上,同网络的两条线夹角间距应在0.254mm以上
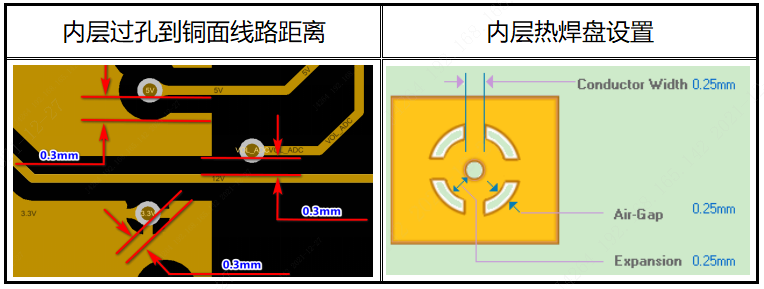
■ 内层过孔边到线路铜面/导线间隙0.3mm以上,热焊盘(梅花焊盘)焊盘比钻孔大0.5mm,注意热焊盘不要重叠以免开短路 点击查看图例说明
■ 样板关于单面板 (系统下单 1 层 )处理要求:点击查看单面板相关说明
(1)板厚1.0mm 、1.2mm 、1.6mm:成品效果为纯单面板(单面焊盘,单面油墨),孔内无铜;
(2)板厚0.4mm 、0.6mm 、0.8mm 、2.0mm:默认拼双面编号,成品效果为孔内有铜。
3、阻焊制作 点击查看阻焊设计说明
■ 阻焊开窗以Solder层为准,有图案的地方表示不盖油墨(并不代表露铜区),同一面线路与阻焊重合的地方才会露铜上锡/沉金
■ 阻焊开窗比焊盘整体大0.1mm(单边扩0.05mm)以上
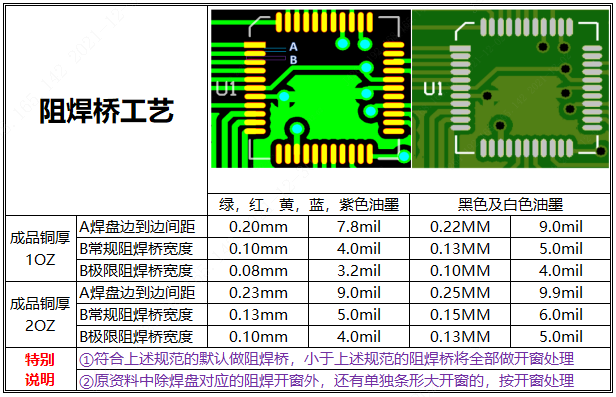
■ 阻焊桥依油墨类型及文件设计制作
■ 双面板过孔焊盘目前只做焊盘盖油处理,不作过孔孔内塞油 点击查看详情
■ 多层板双面焊盘盖油的过孔统一过孔孔内塞油(目前不做树脂/铜浆塞孔),过孔孔径尽量小于0.5mm方便塞孔
■ 单面开窗或双面开窗的过孔、盘中孔、到开窗焊盘距离小于0.35mm的过孔,均不能进行孔内塞油处理
4、字符制作 点击查看字符设计说明
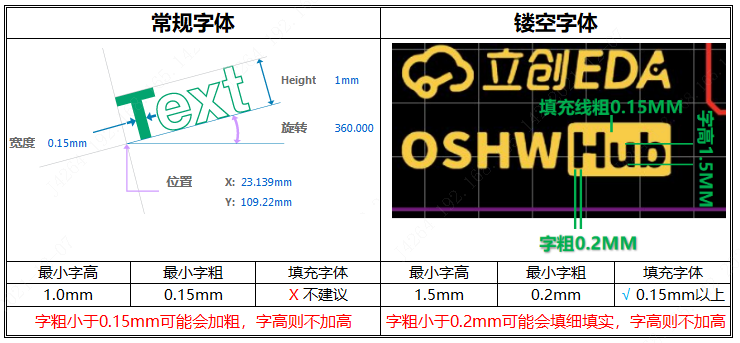
■ 丝印字符(Silkscreen)常规字体线宽不能小于0.15mm,字符高度不能小于1mm(字符选用线性字体);镂空字体线宽不能小于0.2mm,字符高度不能小于1.5mm。字符需均称,宽高比理想为1:6
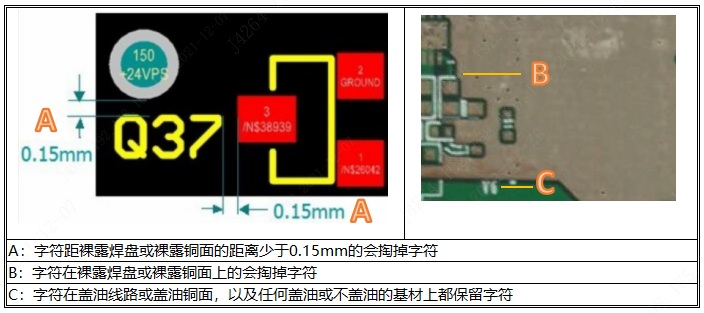
■ 字符不允许上焊盘,字符距离焊盘需不小于0.15mm,字符间隙大于0.15mm,少于此距离的会掏空字符以避免字符上焊盘
【特别说明】
① 对于不符合上述表格数据的字符,请客户自行调整好,嘉立创工程会把字粗不够的加宽,字符在焊盘上的掏掉,其它地方不会特别处理,对于调整后出现超出生产能力而导致字符模糊不清晰或因字符残缺的,不接受此类投诉。
② 因我司采用多个客户同类型板拼在一起生产,为便于分辨,默认会在板中丝印层适当位置添加客编,客户在下单时也可以选择指定位置添加客编或不添加客编点击查看详情
③ 对于部分客户加在字符层的二维码,因印刷其机器识别情况,我们不保证印出来的二维码能够识别,请设计时尽量把二维码做大以提高识别率
④ 对于类似工艺品超高清晰要求的字符,不能满足要求,字符以IPC二级标准制作验收
5、外形加工
■ 目前能加工的单板长宽尺寸≧5MM
■ 需要锣出的槽孔/V割标示要放在板子唯一外形层且能有效输出Gerber才能制作出来 点击查看详情
■ 外形层需要依软件规则正确放置(不能放在线路阻焊字符等不相关层),槽孔外形不要重叠交叉设计以免引起歧义 点击查看详情
■ AD17以上版本请把槽孔跟外形画在机械一层,画在Keepout层低版本会自动锁住导致不能输出从而漏槽孔 点击查看详情
■ AD软件中Board cutout只做3D参照图,不能转出Gerber元素来加工槽孔,请在Keepout层或者机械1层画出相关形状 点击查看详情
■ 锣出来的槽孔孔壁都是无铜的,我司目前不制作锣完再沉铜的有铜槽孔,有铜槽孔采用钻孔后再沉铜方式,对于十字交叉异形有铜槽孔请优化设计 点击查看详情
■ 为了提高生产效率建议拼板生产,我们支持"嘉立创工程免费拼板"、"客户自行拼板"及"第三方工程付费拼板" 点击查看详情
■ 邮票孔拼板:采用直径0.6mm的无铜孔把各种形状板拼出相连(注意:分板后有齿状毛边)点击查看详情
■ V割(V-CUT)拼板:采用V割刀片把分板位置上下各切削一定深度的V形凹槽便于后续掰开(注意:分板后有丝状纤维丝)点击查看详情
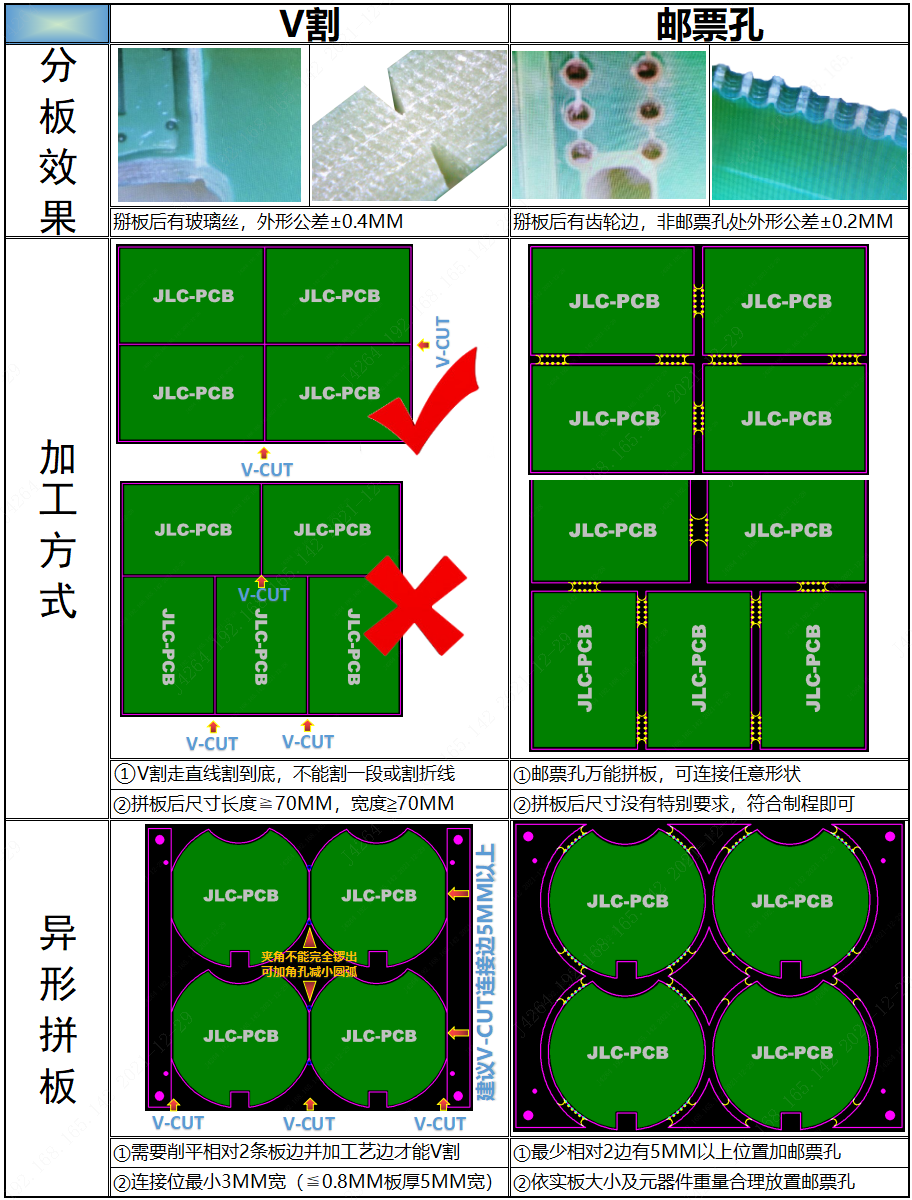
请点击上图查看邮票孔与V割详细说明
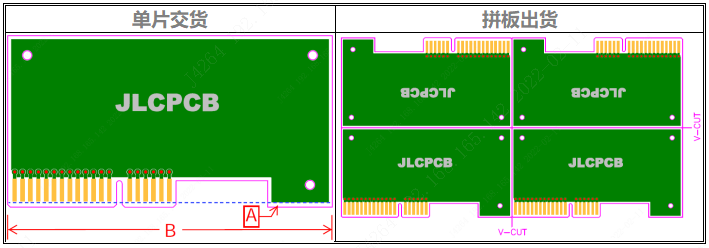
■ 斜边工艺:主要用于金手指板,把金手指所在边的板边用机器削成梯形,以便金手指板插入卡槽内(比如应用在电脑中的显卡) 点击详见详情
A: 金手指斜边线平齐的其它区域不能有线路、焊盘或铜面等,避免斜边时露铜伤线。多层板金手指位置内层不留铜箔,避免斜边后铜皮外露导致短路
B: 单板交货的金手指边最小长度≧50MM才能斜边(单板长度不够的可以拼板加宽)
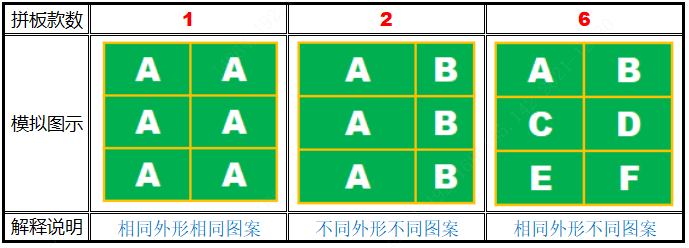
■ 拼板款数:指文件中不同款板的个数,包括且不限于外形线路阻焊字符不一致等,只要有任何不同的都算不同款板,请下单时正确填写好。